Leave A Message
If you have questions or suggestions,please leave us a message,we will reply you as soon as we can!


What's the Mold Design
Mold Design refers to design a mold that is suitable for manufacturing a product based on the shape and requirements, in order to facilitate processing processes such as injection molding , die-casting and stamping.
General Steps for Mold Design:
Product Analysis: Analyze the product to be manufactured, understand the shape,size, materials and manufacturing requirements ,and determine the type of mold required (injection mold, die-casting mold and stamping mold)
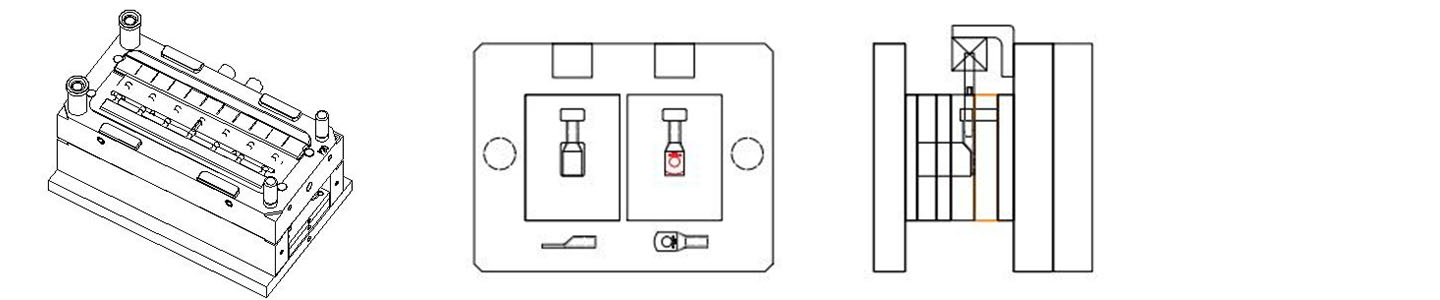
Mold layout:Determine the overall structure and layout of the mold based on the shape of the product and manufacturing process requirements. it includes determining the parting method of the mold, number of mold cavities ,runner system, guiding system, cooling system.
Mold size Design: Determine the geometric dimensions of the mold based on the size requirements of the product. it includes mold insert and moldbase dimessions,guide component dimensions. At the same time, appropriate corrections and calculations should be made based on factors sush as material shrinkage.
Component Design: For large mold, it is also necessary to design and determine the size and structure of each component, such as the moldbase, guide pillar, guide pin, pull rod and ejector pin.
Mold material Selection: Select appropriate materials based on the usage requirements and environment of mold. Common mold materials include stell and thermosetting materials.
Mold manufacturing process Selection :Select suitable mold manufacturing process ,including CNC machining , Electric discharge machining, Wire cutting machining.
Mold performance Verification: By simulation injection molding or die-casting processes, the performance of the mold is verified and corrected to ensure stable and efficient production
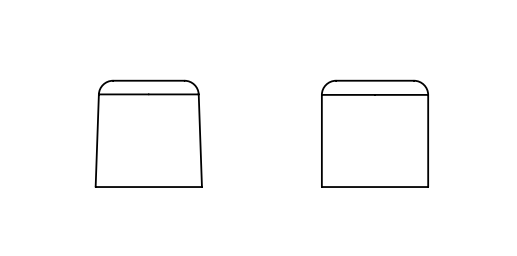
Adding Draft Angle
An injection molded part needs to come out of the mold without damage or too much resistance. To avoid these issues, you want to angle the walls of the part from the parting line (drafting). Generally speaking, there should not be any surface of the part that is exactly 90 degrees to the line of draw on the mold. Not drafting a part can cause defects like drag marks and create difficult ejection.
The amount of draft you should apply to the part depends on the application. The general rule is to have at least one degree for every inch of depth
Avoiding Thick Areas
The thickest area of the molded part will determine the amount of cooling time. Cooling time often represents the longest part of the injection molding process. Longer cooling time makes a longer cycle time, which increases costs. Excessive wall thickness can also create part defects like sink marks and voids. For most applications, excessive wall thickness is larger than .125 - .1875 inches. Thick wall sections are moldable, but they open up the potential for part defects and long cycle times. Although there are certain materials and additives to achieve thick wall sections, it's best to start thin. Doing so reduces cycle time and saves on material usage, both of which save on the ongoing piece price.Design note: Having to "add plastic" to a molded part means removing steel from the mold. Machining away material in the mold is much cheaper and easier than welding and machining.
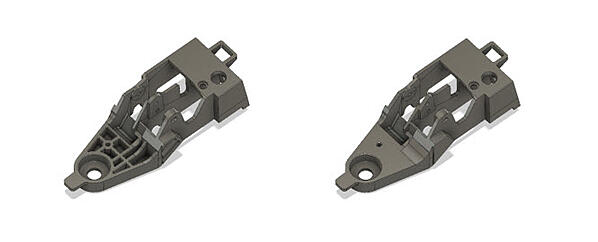
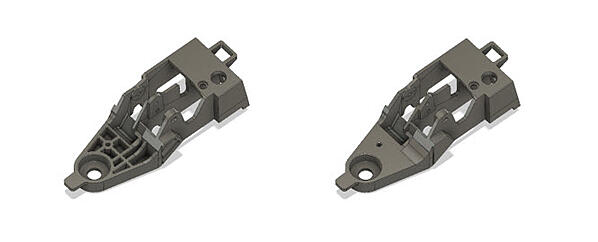
Added Coring
To avoid thick sections of a part, you can add coring and ribbing. These features reduce cycle time, reduce part weight, and could make the part stronger. Designing these features into the core side of the part is common and is the best practice. These features can help pull the part to the cavity side or ejection side of the mold; they would then be on the non-show side of the part. However, it's possible to have them on the core side of the tooling as well.
The left image shows a perfect example of coring a part. Since this part required one large wall section, you can remove large sections of material without sacrificing strength.
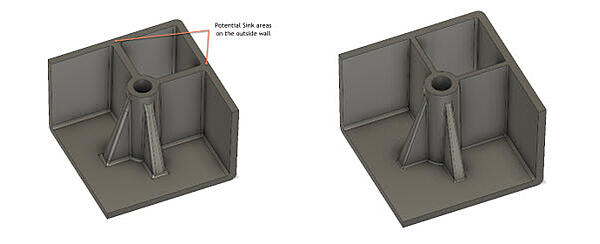
Added Ribbing
Adding ribs is a great way to add significant strength to a part without affecting cycle time. Ribs can also reduce the amount of material that is used in the part.
The right image shows a boss before and after adding support ribs. Since these ribs are thin, they do not increase cooling time, but they do add strength.
|
Surface Finish Building injection molds requires several different pieces of equipment. To create molding surfaces, they may be CNC machined, ground, EDM, turned, and so on. Each of these manufacturing processes will generate different surface textures. These textures (tooling marks) may be acceptable for non-show surfaces, but in many cases, tooling marks need to be smoothed out or textured. Creating a texture not only makes the surface of the molded part consistent, but it also has implications on part design. |
|
Basic Surface Finishes The surface of the plasticpart is a directtranslation of the surface of the mold. For example, to mold a clear lens, the mold will have a highly polished or mirrored surface. In these cases, even a fingerprint or a hairline scratch can show through on the molded part. Below is a surface finish guide created by the Plastic Industry Association. |


 IPv6 network supported
IPv6 network supported
 English
English Deutsch
Deutsch русский
русский العربية
العربية





